25.06.2026
СтатьиПри покупке фрезерного оборудования предприятия чаще всего сталкиваются с одним и тем же вопросом: какой обрабатывающий центр выбрать — вертикальный или горизонтальный?
Поначалу ответ кажется очевидным. Если производство в основном занимается изготовлением плоских деталей, карманов, пазов и различных фрезерных операций сверху, вполне подойдет вертикальный станок. Если же приходится постоянно работать с крупными корпусными деталями, обрабатывать боковые поверхности, выполнять глубокое сверление или расточку, преимущества уже будут на стороне горизонтального обрабатывающего центра.
На практике все оказывается гораздо сложнее.
Сегодня практически ни одно современное машиностроительное предприятие не выпускает детали одного типа. Даже в рамках одного заказа могут встречаться изделия, для которых удобнее использовать вертикальную компоновку, а следующую партию уже выгоднее изготавливать на горизонтальном оборудовании.
Поэтому многие заводы вынуждены приобретать сразу два станка. Это увеличивает инвестиции в оборудование, требует дополнительных производственных площадей и усложняет планирование загрузки цеха.
Мы решили подойти к этой задаче иначе. Вместо того чтобы выбирать между двумя компоновками, они объединили их в одном станке.
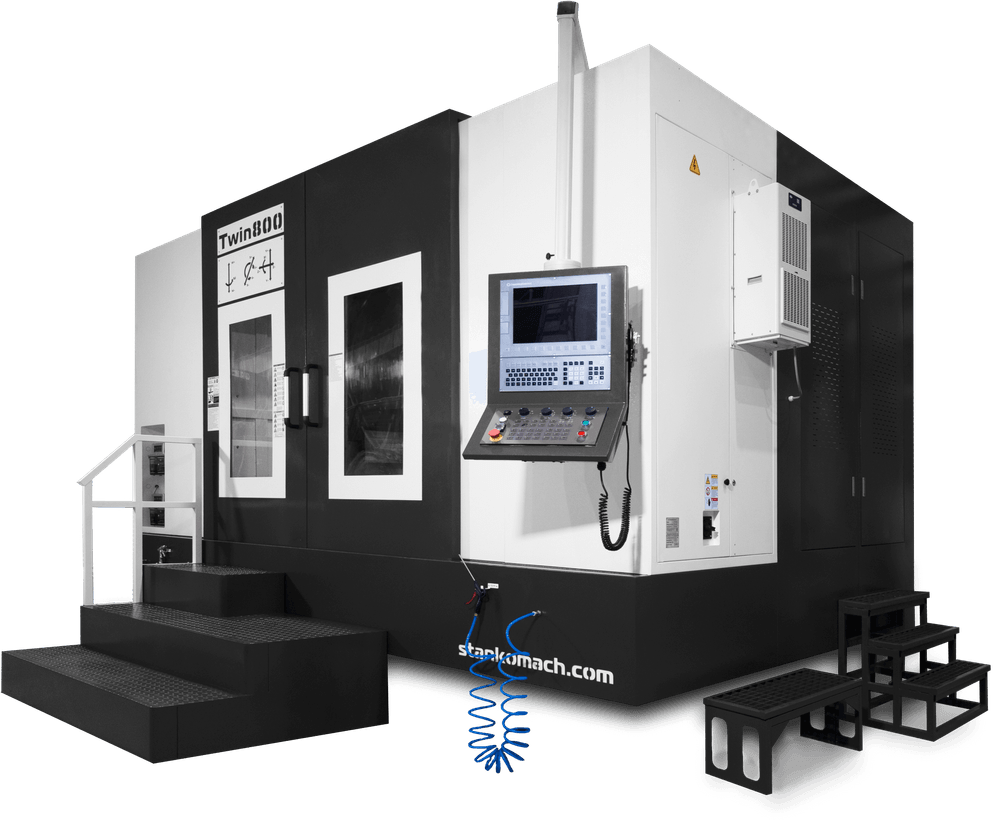
Так появился TWIN 800 — горизонтально-вертикальный обрабатывающий центр, который сочетает возможности сразу двух типов оборудования.
Идея выглядит необычно, но за ней скрывается вполне понятный расчет. Если большинство операций можно выполнить на одном оборудовании, исчезает необходимость постоянно переносить детали между станками, повторно базировать заготовки и искать свободное оборудование. Производственный процесс становится проще, быстрее и точнее.
Для каких деталей создавался TWIN 800
Несмотря на свою универсальность, TWIN 800 нельзя назвать станком «на все случаи жизни». Это специализированный тяжелый обрабатывающий центр, рассчитанный прежде всего на работу с крупными и сложными деталями.
Он одинаково уверенно чувствует себя как при интенсивной черновой обработке, когда необходимо снять значительный объем металла за минимальное время, так и при чистовых операциях, где на первый план выходит стабильность размеров и качество поверхности.
На таком оборудовании изготавливают:
- корпусные детали
- основания станин
- массивные плиты
- пресс-формы
- крупногабаритные шестерни
- детали энергетического оборудования
- элементы судовых механизмов
- авиационные конструкции
- сварные корпуса машин и механизмов
Объединяет все эти изделия одно — практически каждую из них приходится обрабатывать сразу с нескольких сторон.
Например, необходимо выполнить обработку верхней плоскости, затем профрезеровать боковые поверхности, просверлить горизонтальные отверстия, выполнить расточку посадочных мест и обработать еще одну грань под определенным углом.
На обычном вертикальном центре подобная деталь может потребовать двух, трех, а иногда и четырех переустановок. Каждая из них занимает время. Но гораздо важнее другое. Каждая новая установка неизбежно вносит собственную погрешность.
Даже если оператор использует качественную оснастку и современные измерительные системы, полностью исключить влияние повторного базирования невозможно. Накапливаются небольшие отклонения, которые особенно заметны на крупных деталях с большим количеством взаимосвязанных поверхностей.

Два шпинделя — не эффектная особенность, а инженерная необходимость
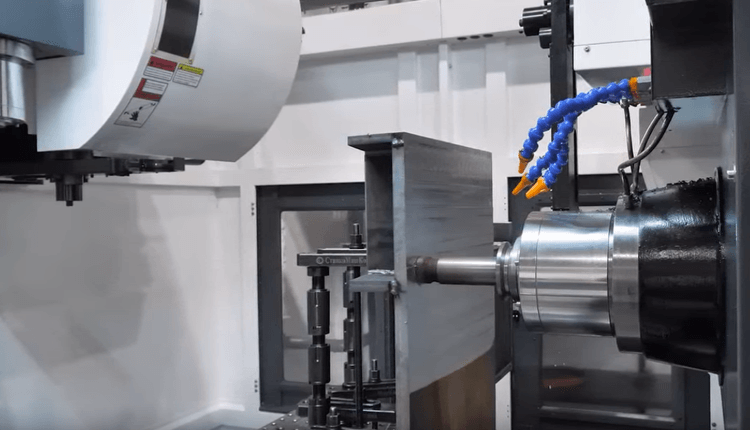
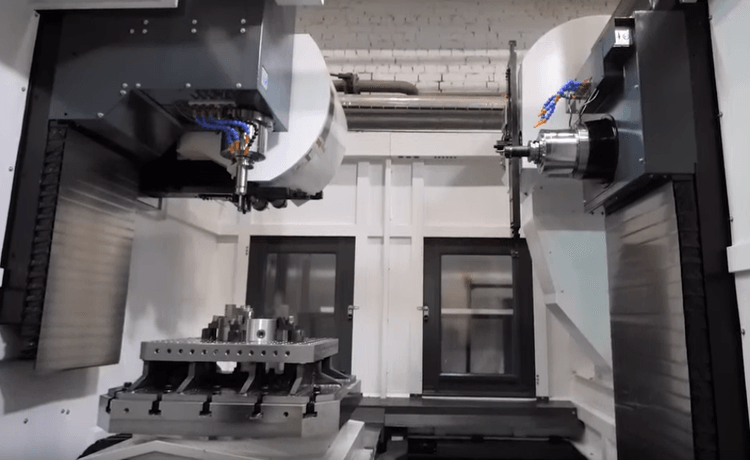
Первое, что привлекает внимание при знакомстве со станком, — наличие сразу двух шпинделей.
Слева расположен вертикальный шпиндель.
Справа — горизонтальный.
Между ними находится поворотный стол, который последовательно подает деталь к каждому из них.

Инженеры поставили перед собой конкретную задачу — максимально сократить количество переустановок детали.
Представим обычную ситуацию. На корпусной детали необходимо: обработать верхнюю плоскость, выполнить несколько карманов, просверлить вертикальные отверстия, затем перейти к боковым поверхностям, выполнить горизонтальную расточку, обработать противоположную сторону.
На обычном оборудовании оператору пришлось бы несколько раз снимать заготовку, заново выставлять ее по базам, проверять положение и только потом продолжать обработку.
TWIN 800 делает это совершенно иначе.
После первой операции стол автоматически поворачивается на нужный угол и подает деталь ко второму шпинделю. Заготовка остается закрепленной в той же системе координат. Благодаря этому практически все поверхности можно обработать за одну установку.
Именно поэтому производитель говорит о возможности обработки детали с пяти сторон.
Кажется, что основное преимущество здесь — экономия времени. Но на самом деле главный выигрыш заключается в точности.
Почему два шпинделя не работают одновременно
Практически каждый, кто впервые знакомится с TWIN 800, задает один и тот же вопрос: «Если шпинделей два, почему бы не заставить их работать одновременно?»
Такое решение действительно выглядит логичным.
Кажется, что пока один инструмент обрабатывает верхнюю часть детали, второй мог бы выполнять операции сбоку. В теории это позволило бы почти вдвое сократить время изготовления.
Однако в реальном машиностроении подобная схема создала бы гораздо больше проблем, чем преимуществ.
Дело в том, что одновременная работа двух шпинделей потребовала бы совершенно другой кинематической схемы.
Вертикальный шпиндель пришлось бы дополнительно перемещать по координатам, обеспечивать синхронную работу двух независимых систем, усложнять механику, систему управления и алгоритмы программирования. Но главное — значительно уменьшилась бы жесткость конструкции. А именно жесткость является одним из основных факторов, определяющих возможности любого тяжелого фрезерного станка.
Разработчики сознательно отказались от этой идеи. Вместо этого они выбрали последовательную обработку.
Сначала работает один шпиндель. После завершения операции поворотный стол переводит деталь в нужное положение. Затем обработку продолжает второй шпиндель.
Такой подход оказался значительно рациональнее.
Станок сохранил высокую жесткость, не потребовал сложных специальных постпроцессоров и остался максимально понятным для оператора.
Более того, для программирования используются обычные трехосевые постпроцессоры, которые уже присутствуют практически во всех современных CAM-системах.
Особенности конструкции TWIN 800
Почему TWIN 800 получился настолько жестким
Когда речь заходит о тяжелой фрезерной обработке, большинство сразу обращает внимание на мощность шпинделя, размер направляющих или характеристики приводов. Безусловно, все это важно. Но есть параметр, который во многом определяет возможности станка еще до первого запуска программы, — жесткость конструкции.
Именно она позволяет выполнять глубокое фрезерование без вибраций, получать стабильное качество поверхности и использовать инструмент на предельных режимах резания.
В TWIN 800 вопросу жесткости уделили особое внимание.
Чтобы понять, за счет чего удалось добиться такого результата, достаточно сравнить его конструкцию с обычным пятиосевым обрабатывающим центром.
В классическом вертикальном станке шпиндель располагается на нескольких последовательно соединенных узлах. Сначала по станине перемещается одна ось, на ней расположена вторая, затем третья. Получается своеобразная цепочка из нескольких подвижных элементов, каждый из которых под нагрузкой может незначительно деформироваться.
По отдельности эти отклонения практически незаметны. Но при обработке тяжелых деталей с большим съемом металла они начинают суммироваться.

Каждый шпиндель максимально приближен к несущей конструкции станка. Между основанием и шпиндельным узлом остается минимум промежуточных кинематических звеньев. Проще говоря, усилие передается через значительно более короткую и жесткую силовую цепочку.
Кроме того, сама станина выполнена по двухстоечной схеме. Если сравнить ее с портальным станком, можно сказать, что конструкция напоминает перевернутую букву «П». Такое решение обеспечивает высокую устойчивость при работе обоих шпинделей и позволяет эффективно воспринимать большие силы резания.
Именно поэтому TWIN 800 одинаково уверенно работает как при черновом съеме большого объема металла, так и при чистовой обработке, где важна каждая сотая миллиметра.
Двухстоечная станина и гидравлическая разгрузка шпиндельных бабок
Основой любого тяжелого станка является станина.
У TWIN 800 она представляет собой массивное литое основание с двумя колоннами. Такое исполнение делает конструкцию значительно более устойчивой к изгибающим нагрузкам по сравнению с традиционной схемой.
Левая часть выполнена по классической S-образной компоновке, характерной для вертикальных обрабатывающих центров. Такое решение обеспечивает удобный доступ к рабочей зоне, хорошую обзорность и привычную для оператора организацию пространства.
Правая часть представляет собой классическую конструкцию горизонтального шпиндельного узла. По сути, каждый из шпинделей работает в наиболее подходящей для него компоновке, поэтому инженерам не пришлось идти на компромиссы.
Но одной массивной станины недостаточно.
Во время работы шпиндельная бабка постоянно перемещается по направляющим. Ее масса достаточно велика, поэтому шарико-винтовая пара испытывает значительную постоянную нагрузку даже тогда, когда обработка не выполняется.
Чтобы уменьшить это воздействие, каждый шпиндель TWIN 800 оснащен собственной системой гидравлической разгрузки.
Принцип ее работы достаточно простой. Гидроцилиндр компенсирует часть веса шпиндельной бабки, принимая нагрузку на себя. В результате ШВП приходится перемещать уже не всю массу узла, а только ее часть.
Такое решение дает сразу несколько преимуществ:
- снижается нагрузка на шарико-винтовую пару
- уменьшается износ механических узлов
- перемещения становятся более плавными
- повышается точность позиционирования
- увеличивается общий ресурс оборудования
Причем гидроцилиндры работают независимо друг от друга. У вертикального и горизонтального шпинделей собственные системы разгрузки, благодаря чему оба узла сохраняют стабильную работу независимо от режима обработки.
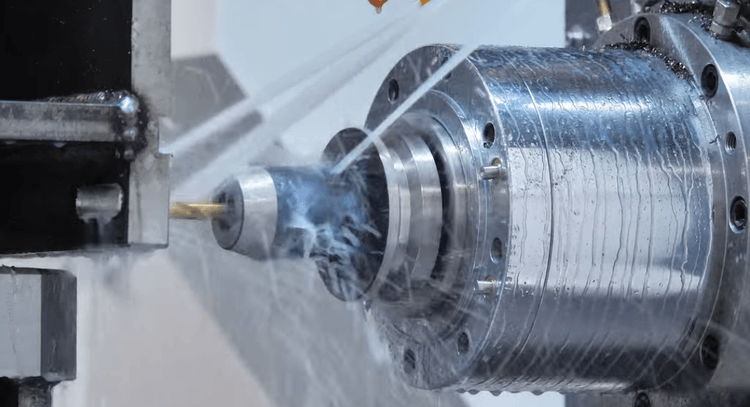
Шпиндели BT50
Оба шпинделя TWIN 800 оснащены конусом BT50 — одним из наиболее распространенных стандартов для тяжелой фрезерной обработки. Такой инструментальный интерфейс рассчитан на передачу большого крутящего момента и работу с крупным режущим инструментом.
Каждый шпиндель оснащен двигателем мощностью 22 кВт, развивает крутящий момент 140 Н·м и способен вращаться со скоростью до 6000 об/мин.
Подобное сочетание характеристик позволяет одинаково эффективно выполнять совершенно разные операции.
При черновой обработке высокая мощность и момент дают возможность использовать большие фрезы, увеличивать глубину резания и уверенно снимать значительный объем металла за один проход.
При чистовой обработке скорость вращения обеспечивает качественную обработку поверхностей и стабильную работу современного твердосплавного инструмента.
Именно поэтому TWIN 800 нельзя назвать станком исключительно для тяжелого фрезерования. Он одинаково хорошо подходит и для силовой обработки, и для получения точных чистовых поверхностей.
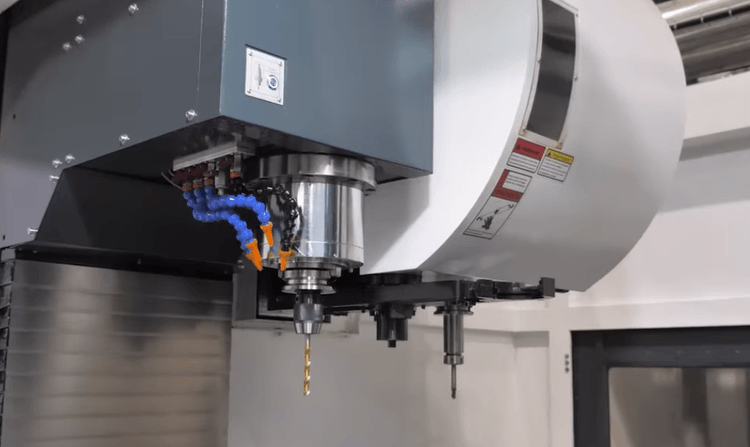
Независимые инструментальные магазины
Поскольку шпинделей два, каждому из них необходим собственный комплект инструмента.
Поэтому TWIN 800 оснащен двумя независимыми магазинами, каждый из которых рассчитан на 24 позиции. Каждый магазин полностью независим.
Это означает, что:
- инструменты не пересекаются между собой
- каждый шпиндель имеет собственную таблицу корректоров
- длины инструмента хранятся отдельно
- нулевые точки также независимы
Например, первым инструментом в магазине вертикального шпинделя может быть концевая фреза диаметром 20 мм, а в магазине горизонтального — расточная оправка или длинное сверло. Никакой путаницы между ними не возникает.
Во время смены инструмента система автоматически выполняет обдув конуса сжатым воздухом. Поток воздуха удаляет стружку и мелкие загрязнения с посадочной поверхности, предотвращая их попадание между конусом инструмента и шпинделем.
Это кажется мелочью, однако именно такие решения позволяют сохранять высокую точность и продлевать срок службы шпиндельного узла.
Кроме того, смена инструмента занимает всего около 2,5 секунд, а следующий инструмент подготавливается заранее, что дополнительно сокращает вспомогательное время.
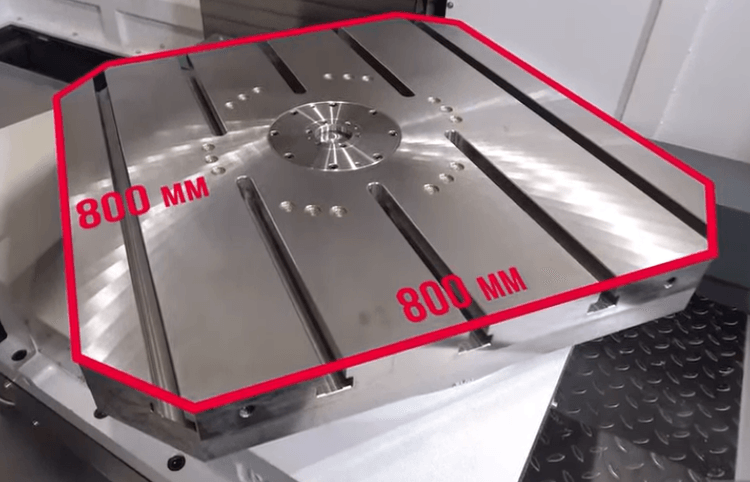
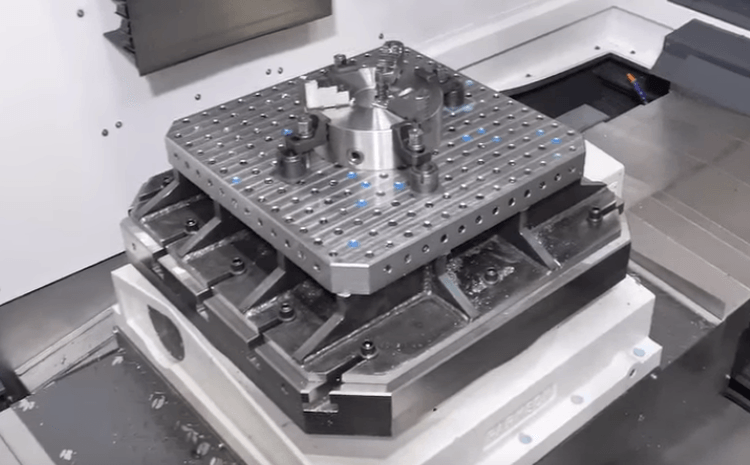
Поворотный стол
Между двумя шпинделями расположен поворотный стол размером 800 × 800 мм.
Именно он объединяет работу обоих шпиндельных узлов и делает возможной обработку детали с пяти сторон за одну установку.
Стол рассчитан на заготовки массой до 2000 кг, поэтому на нем можно размещать не только крупные детали, но и тяжелую технологическую оснастку.
Отдельного внимания заслуживает точность позиционирования.
На практике это означает, что после поворота детали оператору не требуется заново выставлять заготовку или корректировать базирование. Все последующие операции продолжают выполняться в той же системе координат.
Почему одна установка всегда точнее нескольких
Любая переустановка детали — это новая привязка.
Даже если оператор использует современные измерительные системы, вероятность небольшой ошибки остается всегда.
Причин много:
- небольшое смещение детали
- загрязнение базовых поверхностей
- погрешность оснастки
- человеческий фактор
Каждая отдельная ошибка может составлять всего несколько микрон. Но когда таких переустановок становится три или четыре, отклонения начинают суммироваться. В результате появляются проблемы с соосностью отверстий, взаимным расположением поверхностей и общей геометрией детали. При изготовлении сложных корпусных изделий подобные ошибки могут привести к дорогостоящему браку.
TWIN 800 позволяет практически полностью исключить этот риск.
Поскольку заготовка остается закрепленной на одном столе, все операции выполняются относительно одной системы координат.
Именно поэтому отверстия оказываются там, где их задумал конструктор, посадочные поверхности сохраняют взаимную точность, а все размеры формируются в единой базе.
Для предприятий авиационной, судостроительной и энергетической отрасли это зачастую оказывается намного важнее, чем сокращение времени обработки.
Рабочая зона, продуманная для крупногабаритных деталей
При проектировании тяжелого обрабатывающего центра недостаточно обеспечить высокую жесткость конструкции и мощные шпиндели. Не менее важно сделать так, чтобы оператору было удобно работать со станком каждый день: устанавливать заготовки, менять оснастку, очищать рабочую зону и проводить обслуживание.
Поэтому рабочее пространство TWIN 800 проектировалось с учетом реальных производственных задач.
Прежде всего обращает на себя внимание большая и открытая рабочая зона. Между двумя шпинделями остается достаточно места для размещения массивных деталей, а доступ к ним организован практически со всех сторон. Это особенно важно при работе с крупными корпусными изделиями, которые приходится закреплять с помощью кран-балки.

Интересно выполнена и верхняя поперечная балка станка. На первый взгляд может показаться, что ее форма продиктована исключительно дизайном, однако на самом деле это инженерское решение.
Конструкция балки максимально адаптирована для работы с кран-балкой. Благодаря этому грузозахватное оборудование можно подвести максимально близко к центру рабочей зоны, не опасаясь столкновения с элементами станка. Для предприятий, где регулярно обрабатываются тяжелые заготовки, подобная особенность значительно упрощает загрузку и выгрузку деталей.
Накладной стол собственной разработки
Во время эксплуатации любого оборудования всегда появляются идеи, как сделать его еще удобнее. TWIN 800 не стал исключением. Поэтому на станке установлен накладной стол.
Почему возникла необходимость его изготовить?
Штатный поворотный стол имеет центральную зону, закрытую защитной крышкой. Именно в этом месте расположен датчик, поэтому Т-образные пазы не доходят до центра рабочей поверхности.
На практике это означает, что часть площади стола невозможно использовать для закрепления деталей.
По оценке специалистов, оператор теряет около 30% полезной площади, что особенно заметно при работе с крупной оснасткой или сложными приспособлениями.
Чтобы устранить этот недостаток, инженеры разработали собственный накладной стол.
Такое решение позволяет:
- эффективнее использовать площадь стола
- устанавливать более крупные приспособления
- свободнее выбирать точки базирования
- повысить универсальность оборудования
Это хороший пример того, как собственная эксплуатация станков помогает совершенствовать конструкцию. Разрабатывая оборудование для клиентов, инженеры одновременно используют его в своей работе и находят решения, которые затем могут быть полезны другим предприятиям.
Продуманная система удаления стружки
Один из вопросов, который нередко задают заказчики, касается системы удаления стружки.
Многие привыкли считать, что ленточный транспортер внутри рабочей зоны — единственно правильное решение. Однако в TWIN 800 инженеры выбрали другую схему. Внутри рабочей зоны работают винтовые шнеки, которые собирают стружку и перемещают ее к задней части станка. Далее стружка попадает уже на ленточный транспортер и выводится в накопительную емкость.
Подобная схема кажется более сложной, однако у нее есть важное преимущество. Чтобы установить ленточный транспортер непосредственно под рабочей зоной, пришлось бы выполнить сквозной проем в массивной станине.
Любое подобное ослабление конструкции неизбежно уменьшает ее жесткость. А для тяжелого обрабатывающего центра жесткость намного важнее небольшого упрощения системы транспортировки стружки.
Именно поэтому инженеры сохранили цельную силовую конструкцию основания, а удаление стружки организовали с помощью винтовых шнеков.
В результате удалось совместить эффективную очистку рабочей зоны с высокой прочностью станка.
Все для удобства обслуживания
При ежедневной эксплуатации значение имеют не только основные технические характеристики, но и множество мелочей, которые напрямую влияют на удобство работы.
В TWIN 800 этим вопросам уделили особое внимание.
Все двери рабочей зоны открываются широко, обеспечивая свободный доступ к детали и внутренним узлам станка. Это облегчает не только установку заготовок, но и регулярную очистку рабочей зоны.
Кондиционеры охлаждения и другое вспомогательное оборудование размещены внутри габаритов станка. Благодаря этому снаружи отсутствуют выступающие элементы, которые могут мешать перемещению персонала или занимать дополнительное место в цехе.
Для обслуживания горизонтального шпинделя предусмотрены отдельные площадки и ступени, а возле рабочей зоны установлены разноуровневые ступеньки для оператора.
Это небольшое решение значительно повышает комфорт работы. Оператор любого роста может выбрать наиболее удобное положение, чтобы контролировать процесс обработки или устанавливать оснастку.
Даже такие, казалось бы, незначительные детали, как расположение пистолетов подачи воздуха и СОЖ, можно адаптировать под особенности конкретного производства. По мнению специалистов завода, именно такие доработки позволяют сделать работу на станке максимально удобной.
Система ЧПУ: два шпинделя — одно управление
Несмотря на наличие двух независимых шпиндельных узлов, работа со станком остается максимально простой.
TWIN 800 оснащается фирменной системой ЧПУ СтанкоМашКомплекс, в которой управление обоими шпинделями реализовано в едином интерфейсе.
Переключение между вертикальным и горизонтальным шпинделем выполняется одной командой. При этом каждый из них полностью независим.
Для каждого шпинделя предусмотрены:
- собственная таблица инструментов
- отдельные корректоры длины и радиуса
- индивидуальные нулевые точки
- собственные параметры обработки
Такое разделение исключает путаницу при программировании и наладке. Оператор всегда работает только с активным шпинделем, а система автоматически отображает соответствующие данные.
Еще одно преимущество заключается в том, что для программирования не требуются специальные постпроцессоры. Горизонтальный шпиндель работает по логике классического горизонтального центра, а вертикальный — по логике обычного трехкоординатного станка.
Благодаря этому практически любая современная CAM-система позволяет создавать управляющие программы без дополнительной настройки и покупки специализированного программного обеспечения.
Базовая комплектация
При покупке тяжелого обрабатывающего центра важно понимать, насколько быстро оборудование можно запустить в работу.
Нередко производители указывают привлекательную стоимость базовой версии, однако для полноценной эксплуатации приходится отдельно приобретать множество дополнительных систем.
В случае с TWIN 800 ситуация иная.
Уже в стандартной комплектации станок оснащен всем, что необходимо для ежедневной работы на производстве.
В состав базового оснащения входят:
- кабинетная защита рабочей зоны
- рабочее светодиодное освещение
- лампы индикации состояния станка
- бак системы охлаждения
- сепаратор
- скиммер для удаления постороннего масла из СОЖ
- пистолеты подачи воздуха и охлаждающей жидкости
- масляные холодильники обоих шпинделей
- система удаления стружки
Каждая из этих систем решает вполне конкретную задачу.
Например, скиммер постоянно удаляет масло, попадающее в бак СОЖ с направляющих и других механизмов. Благодаря этому охлаждающая жидкость дольше сохраняет свои свойства, уменьшается риск появления неприятного запаха и увеличивается срок службы эмульсии.
Масляные холодильники стабилизируют температуру шпиндельных узлов. Во время длительной обработки шпиндель неизбежно нагревается, а вместе с ним меняются и его геометрические размеры. Даже небольшое тепловое расширение способно повлиять на точность обработки, особенно если речь идет о крупных деталях или продолжительных производственных циклах.
Система охлаждения поддерживает стабильную температуру шпинделей, снижая влияние тепловых деформаций и обеспечивая более предсказуемый результат обработки.
Фактически после подключения коммуникаций и проведения пусконаладочных работ станок полностью готов к эксплуатации.
Дополнительные опции
Хотя базовая комплектация TWIN 800 уже рассчитана на решение большинства производственных задач, для отдельных технологий могут потребоваться дополнительные системы.
Именно поэтому станок предусматривает широкий выбор опций, позволяющих адаптировать оборудование под конкретное производство.
Подача СОЖ высокого давления
Одной из наиболее востребованных опций является система подачи СОЖ через шпиндель под высоким давлением до 30 бар.
Увеличение давления необходимо не только для более интенсивного охлаждения инструмента. Во время глубокого сверления или обработки закрытых карманов основная проблема заключается не в температуре, а в удалении стружки.
Если стружка остается внутри отверстия, она начинает повторно попадать под режущую кромку. Это приводит к повышенному износу инструмента, ухудшению качества поверхности и даже поломке сверла.
Высокое давление охлаждающей жидкости буквально вымывает стружку из зоны резания, одновременно охлаждая инструмент.
В результате удается:
- увеличить скорость обработки
- повысить стойкость инструмента
- улучшить качество отверстий
- снизить вероятность аварийных ситуаций
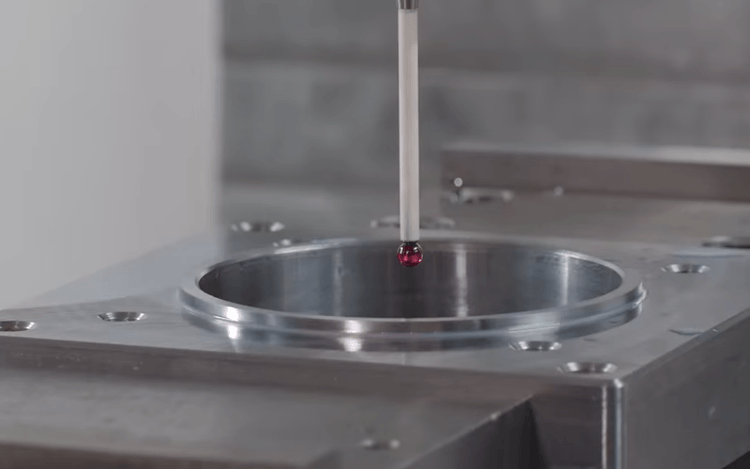
Автоматическое измерение инструмента и детали
Еще одна востребованная опция — системы автоматического измерения инструмента и детали.
На современных производствах они уже давно перестали быть элементом исключительно высокоточного оборудования.
Во время обработки инструмент постепенно изнашивается. Даже небольшое изменение длины или диаметра режущей части может привести к отклонению размеров детали от заданных значений. Измерительная система позволяет автоматически контролировать состояние инструмента непосредственно внутри станка.
При необходимости система может:
- измерить длину инструмента
- определить его диаметр
- обнаружить поломку режущей кромки
- автоматически скорректировать управляющую программу
Не менее полезной оказывается система измерения детали. Она позволяет выполнять привязку заготовки прямо на станке без использования дополнительных приспособлений, а также контролировать размеры непосредственно между технологическими операциями.
В результате сокращается время наладки, уменьшается влияние человеческого фактора и снижается вероятность изготовления бракованных деталей.
Как и система высокого давления, измерительные системы могут устанавливаться отдельно для каждого шпиндельного узла.
Заключение
TWIN 800 — это не просто сочетание вертикального и горизонтального обрабатывающих центров, а продуманное инженерное решение для сокращения количества переустановок, повышения точности и оптимизации производственного процесса.
Благодаря двум независимым шпинделям, жесткой конструкции и поворотному столу станок позволяет выполнять широкий спектр операций на одном оборудовании, экономя производственные площади, снижая время переналадки и уменьшая вероятность ошибок при обработке. Для предприятий, работающих с крупными и сложными деталями, TWIN 800 способен стать эффективной альтернативой покупке двух отдельных станков.
Смотрите подробный видео обзор про этот станок ниже (обратите внимание, там 2 части: обзор и мнение о станке инженера-программиста), а за дополнительными предложениями о приобретении звоните сюда +7 (4822) 521-521.