
Рабочие моменты 3х кварталов 2018 года
С 2.04.2018 для удовлетворения возросшего спроса клиентов электромонтажный участок, цех фрезерных и цех токарных станков переведены на работу в 2 смены.
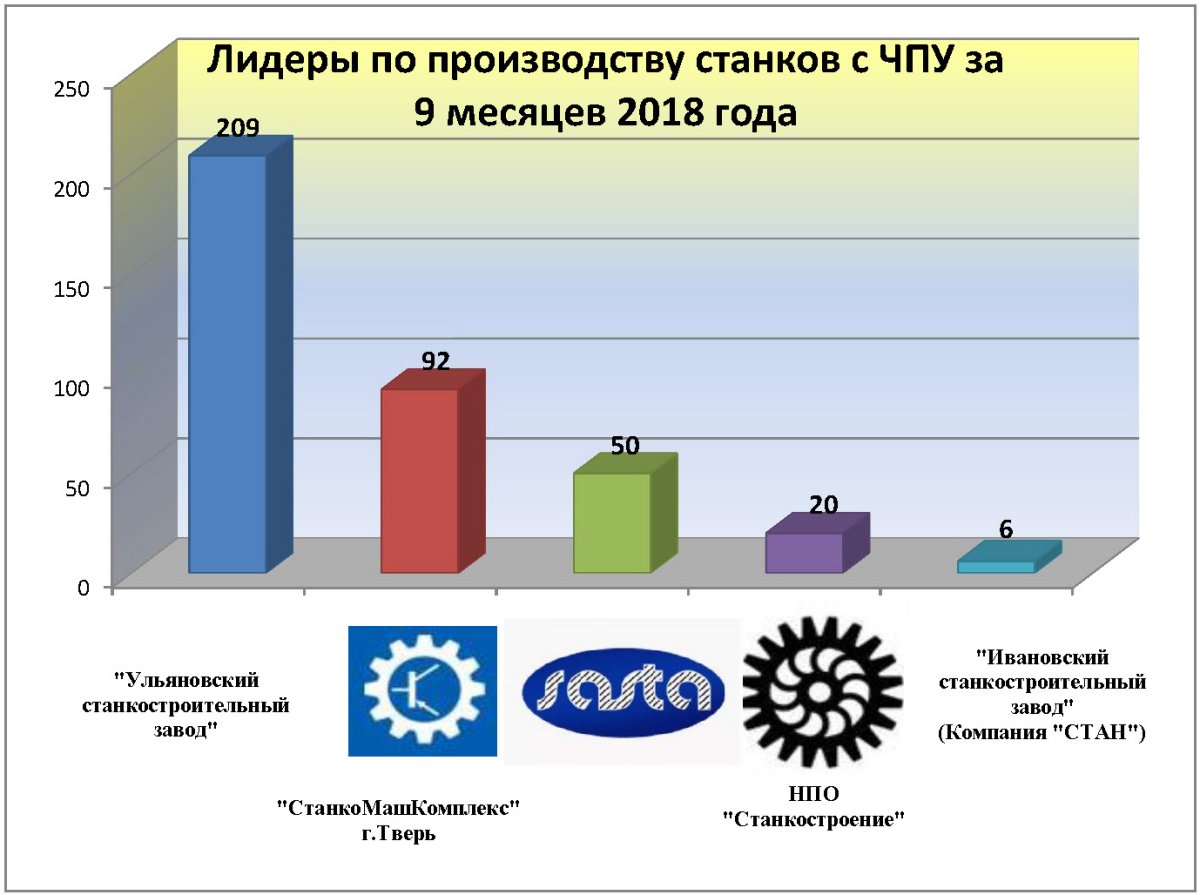
Итоги деятельности за 9 месяцев 2018 года. Выпуск станков с ЧПУ. Второе место в рейтинге ассоциации Cтанкоинструмент за 9 месяцев 2018 года. В условиях непростой ситуации в экономике за 9 месяцев практически достигнуты показатели выпуска за весь прошлый год. Благодарим за доверие.
смотри также Итоги 2017
Новые токарные станки с ЧПУ
ТС16К20Ф3 - теперь задняя бабка с электромеханическим приводом ЭМГ-51 (опционально) .

Установка барфидера IEMCA Advantage 66 (требует опции гидростанция и гидравлический трехкулачковый или цанговый патрон). Пруток 13-38 мм, длиной до 1500мм.

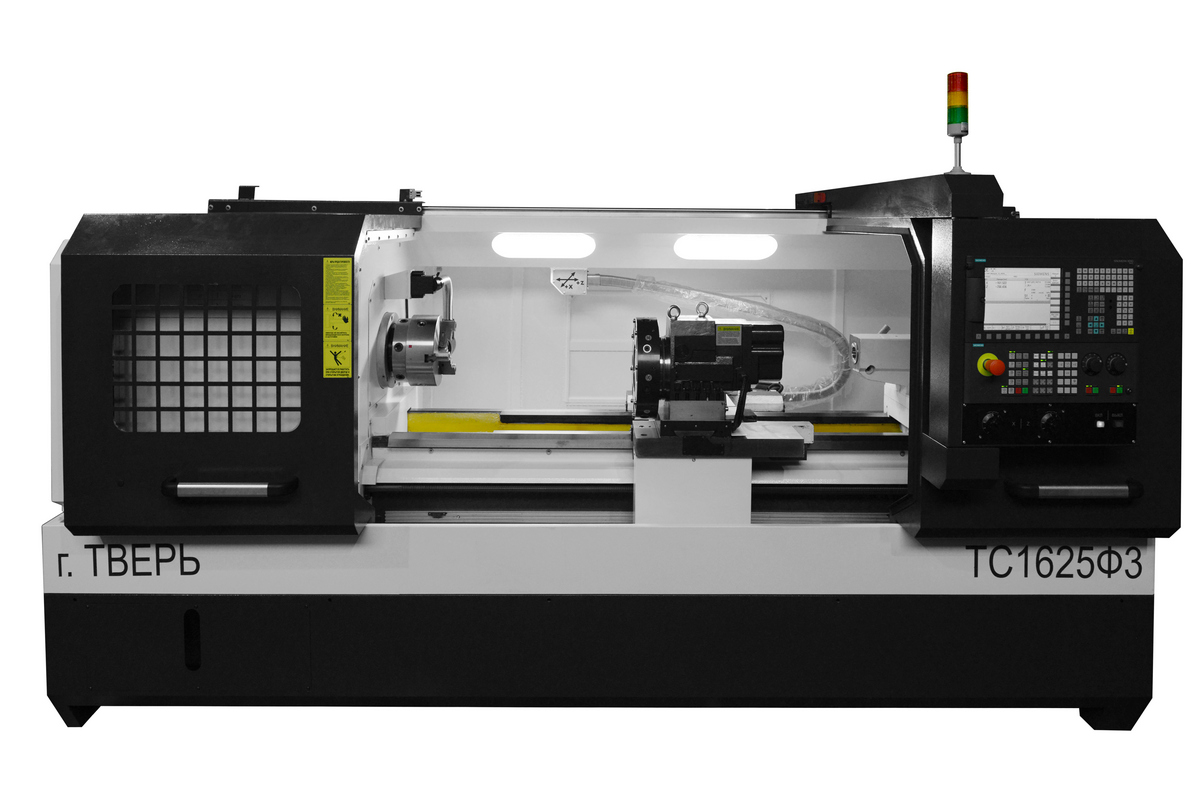
ТС1625Ф3
Расширение возможностей сочетания опций. Гидравлический патрон, электромеханический привод пиноли и стружкосборник. Податчик прутка до 1.5м, пруток 25-62 мм

Развитие вариантов автоматизации измерения вылета и износа инструмента. Измерительная рука HPPA Renishaw для станка с гидравлическим патроном


Продолжение установки систем измерения вылета инструмента Renishaw - с ручным и автоматическим подъемом и опусканием

ТС1640Ф3 - возможность комплектования подвижным и неподвижным люнетом. Увеличение количества позиций резцедрежки до 8, VDI50

ТС1720 - теперь и с барфидером (податчиком прутка - до 1650 мм и диаметр до 50 мм), возможность установки цангового патрона SMW autoblock

Один из способов подачи прутка - установка вытягивателя прутка (барпуллера) в гнездо резцедержки. Применение рекомендуется на небольших партиях прутков до 25 мм диаметром и общей длиной не более 600~800 мм


ТС1720Ф4 - установка уловителя деталей (требует подключения к станку воздуха).
Вертикальные обрабатывающие центры
Современные CAD программы позволяют значительно сократить время на разработку новых технических решений и реализацию установки новых опций на станок
- установка наклонно-поворотного стола (ручной наклон, поворот от ЧПУ)
- реализация установки накладного стола работа 4+1 оси (до 5 одновременно)
Установка комплектов измерения детали и инструмента Hexagon (Германия)



Реализация шпинделя с "прямым приводом" и 18 000 оборотов/мин. Конус по выбору заказчика - HSK или BT40.
Обработка алюминиевых сплавов

Мы не отступаем от длительных тестовых прогонов собранных станков перед отгрузкой клиентам.

ФС110МФ5 - реализация установки накладного стола работа 4+1 оси (до 5 одновременно)


 (фото в процессе установки и наладки, без части защитных кожухов и кабельных систем.
(фото в процессе установки и наладки, без части защитных кожухов и кабельных систем.
- проработка конструкторской документации и установка шпинделя с прямым приводом и 18 000 оборотов. Специализированное решение для обработки алюминия. Конус HSK-A63.
- техническая реализация скорости перемещений по осям до 48 м/мин. Эксплуатация тестового образца, наработка на отказ.
- установка шпинделя BT50 и магазина инструментов BT50 на 24 позиции

Силовой рез


Монтаж по станку без прикрас. Установка мотора оси Х и его подключение


ФС130МФ5 - большой фрезерный станок (стол 1400х650) с накладным наклонно-поворотным столом 250 мм. Отгружен заказчику

ФС160МФ3 - конструкторские и подготовительные работы по вертикальному обрабатывающему центру с перемещением по оси Х 1600 мм. Направляющие качения. Ось Y 4 направляющих. Изготовление под требования заказчика.
ФП80
- проработка модификации ФП80МФ5 с наклонно-поворотным столом диаметром 400 мм.
ФГ40МФ4 - проект двухпаллетного горизонтального обрабатывающего центра дошел до стадии спаровки станины, установки направляющих и ШВП.



- работы по термостабилизации - система охлаждение шпинделя, опор ШВП и внутри ШВП по каждой оси.
- 2 паллеты 400х400 мм, грузоподъемностью 500 кг
- подача СОЖ через шпиндель
- магазин на 40 инструментов
плановое окончание сборки и пусковых испытаний - ноябрь 2018
Посмотреть итоги производственной деятельности 2017 года
